鍛件缺陷可分為鑄造缺陷、鍛造缺陷和熱處理缺陷。鑄造缺陷主要有:縮孔殘余、疏松、夾雜、裂紋等。鍛造缺陷主要有:折疊、白點、裂紋等。熱處理缺陷主要有:裂紋。
一、探傷方法概述
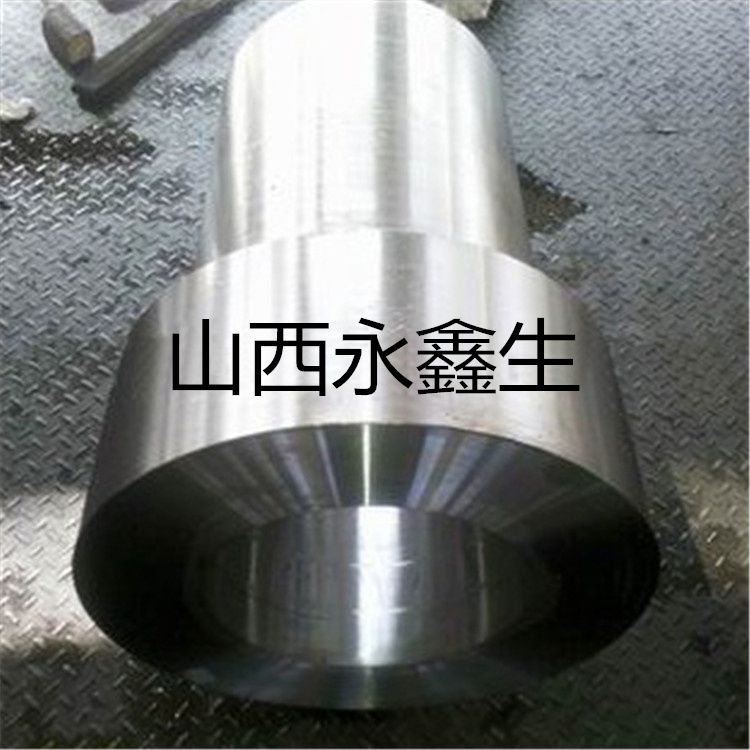
1、軸類鍛件的探傷:探測以縱波直探頭從徑向探測效果最佳,還應輔以直探頭軸向探測和斜探頭周向探測及軸向探測。
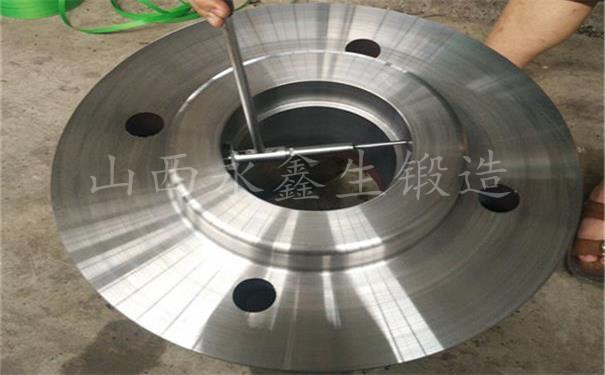
2、餅類、碗類鍛件的探傷:探測要以直探頭從兩個端面探測為主,此外有時還要從側面進行徑向探傷。
3、筒類鍛件的探傷:筒類鍛件的缺陷主要取向與筒體的外圓表面平行,其探傷仍以直探頭外圓面探測為主,但對于壁較厚的筒類鍛件,須加用斜探頭探測。
二、探測條件的選擇
1、探頭的選擇
2、耦合選擇
3、掃查方法的選擇
4、材質衰減系數的測定
5、試塊選擇
6、探傷時機
三、掃描速度和靈敏度的調節
1、掃描速度的調節:一般要求第一次底波前沿位置不超過水平刻度極限的80%。
2、靈敏度的調節:波調節法是當鍛件被探部位厚度x≥3N,且鍛件具有平行底面或圓柱曲底面時,常用底波來調節探傷靈敏度;試驗塊調節法。
四、缺陷位置和大小的測定
1、缺陷位置的測定:缺陷至探頭距離。
2、缺陷大小的測定。